
Skrevet af Morten B. Jensen, Product Manager – Instrumenter hos KLINGER Danmark
Kalibrering af udstyr til trykmåling
I kalibreringsprocessen sammenlignes den viste værdi af måleinstrumentet med måleresultatet af en anden måleindretning, som fungerer rigtigt og nøjagtigt (reference instrumentet). I forbindelse med trykmåling betyder det at der skabes et defineret referencetryk, som den trykmåler, der skal kalibreres, kan testes op mod.
Til at skabe referencetrykket benyttes oftest stempel/cylinder systemer, der kan skabe en præcis defineret kraft. I transportable systemer klares dette med en pneumatisk eller hydraulisk håndpumpe, mens der i laboratorieopstillinger ofte benyttes dødvægtstestere, der supplerer trykpumpen med lodder i et balancesystem, der er med til at skabe et meget nøjagtigt tryk på testporten.

Med en passende kalibreringssekvens, ved varierende trykværdier, er det så muligt at bestemme måle afvigelse, linearitet/hysterese og gentagelsesnøjagtighed for det testede instrument.
En kalibreringssekvens består typisk af en neutraliseringsfase, hvor instrumentet tilpasses omgivelserne, efterfulgt af en 0-punkts justering. Først derefter følger så den egentlige målesekvens hvor trykket trinvist øges til øvre grænse for måleren, inden trykket atter reduceres for at slutte i 0-punktet.
I forbindelse med klassifikationen af de forskellige målere er der fra de internationale akkrediteringsorganer opstillet en række minimumskrav for hvordan testen skal udføres såfremt den angivne klassifikation skal overholdes.
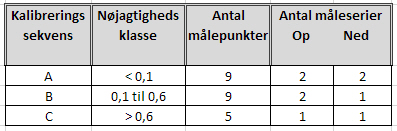
For trykmålere er der angivet 3 kalibreringssekvenser til bestemmelse af:
De tre kalibrerings-sekvenser giver mulighed for forskellige evalueringer, idet sekvens A giver mulighed for at bestemme hysterese og gentagelsesnøjagtighed to gange hver, sekvens B bestemmer værdierne én gang, mens sekvens C giver hysteresen én gang, men ikke gentagelsesnøjagtigheden.
Kalibrering – hvordan?
Principielt kan en trykmåler testes op mod ethvert instrument hvis målesignal kan omsættes til et tryk og som fungerer rigtigt og nøjagtigt. Resultatet af kalibreringen kan dog aldrig blive bedre end referenceinstrumentet, hvilket også betyder at det ikke vil være hensigtsmæssigt at benytte et standard manometer ”fra hylden” i klasse 1,6 til at kalibrere en tryktransmitter, der typisk ligger i et nøjagtighedsområde omkring 0,5 % - for hvordan skal det afgøres hvad der er den korrekte værdi?
Har man sporbart udstyr i den rette klassifikation til rådighed er det i teorien forholdsvis enkelt at gennemløbe den aktuelle kalibreringssekvens – og på denne måde verificere at ens trykmåler overholder specifikationerne. I praksis kan det dog være en helt anden sag, idet de fleste målere indgår i en større sammenhæng og derfor vanskelligt lader sig tage ud af drift igennem længere tid.

Derfor bliver on-site kalibrering mere og mere udbredt, og brugen af transportable systemer er stadig stigende – vel vidende at denne form for kalibrering ikke giver mulighed for den fineste klassifikation, men ofte er det ”godt nok”.
En af ulemperne er dog forsat at der skal opbygges et referencetryk, som den måler der skal testes, skal udsættes for. Det betyder at måleren skal demonteres for kalibrering, medmindre der er vist forudseenhed under installationen. En trykmåling kan med fordel forsynes med en afspærringsventil, der gør det muligt at isolere målepunktet fra processen, vælges en ventil med testudtag kan referencetrykket påtrykkes dette og en kalibreringssekvens kan gennemløbes uden at demontere trykmåleren.

Transportable systemer vil normalt ikke kunne klassificere resultatet bedre end >0,6%, ønskes et bedre resultat skal måleren demonteres og kalibreres under kontrollerede forhold (f.eks. i klimarum). Virksomheder, med høje krav til måleudstyret, kan have egne kalibrerings faciliteter eller benytte en samarbejdspartner, hvis faciliteter jævnligt kontrolleres af akkrediterings organer der ligger højere i hierarkiet.
I mange tilfælde vælger virksomhederne endog at opdele målepunkterne, således at kun absolutte ”nøgleværdier” kalibreres i laboratorier, mens de øvrige klares i anlægget uden at forstyrre driften.
Kalibrering - hvor ofte?
Et af de spørgsmål vi som leverandører oftest møder, når snakken falder på kalibrering og kontrol af måleudstyr, er hvor ofte det skal gøres. Grunden til lige netop dette spørgsmål stilles så ofte er, at der ikke kan gives et entydigt svar – det kommer nemlig an på processen som udstyret sidder i.
Generelt anbefales det at elektrisk udstyr kalibreres én gang om året, men en trykmåling er som tidligere nævnt en måling, der baseres på deformation af et legeme. Sammenhængen mellem deformation og de fysiske påvirkninger er så kompleks, at den ikke ”bare lige” er sådan at opstille. I hårde industrielle miljøer vil målere skulle kalibreres oftere end tilsvarende udstyr, der sidder beskyttet og kun udsættes for små belastninger. Hvor ofte udstyret kalibreres er derfor en balance mellem risiko og økonomi. Jo kortere der er mellem udstyret bliver kalibreret desto lavere er risikoen for tvivlsomme målinger, men samtidig vil omkostningerne selvfølgelig også være højere på det enkelte målepunkt. Derfor vil angivelser om rekalibrering af trykmålere kun kunne være vejledende, og i den sidste ende vil det altid ende op i et kompromis, som oftest er dikteret af den enkelte virksomheds kvalitetssystem.
Læs mere om trykkalibrering her